Alphas-V (TD) Service Suspension

ALPHAS-V utilizes the thermal reactive diffusion process and deposits a solid vanadium carbide layer. This process improves the surface property, Anti-Wear, Anti-Galling and Anti-Seizure problems that are primary issues for Tooling industries or Stamping facilities.
ALPHAS-V is internationally known as the Toyota Diffusion Process, or TD process, developed in the Toyota Central Research and Development Lab Inc. in Japan. The superior coating properties of the ALPHAS-V (TD) process have been proven in many different industries for decades, and the TD process still is considered to be the best coating process.
The ALPHAS-V coating process is metallurgically bonded through diffusion and is a tight and strong adhesion to the substrate steel, which offers exceptional flaking resistance. Due to the hardness and thicker deposition, the dense and pure structure, ALPHAS-V provides unparalleled properties and contributes to a significant extension of the lifespan of tools and dies.
Characteristics
|
Coating |
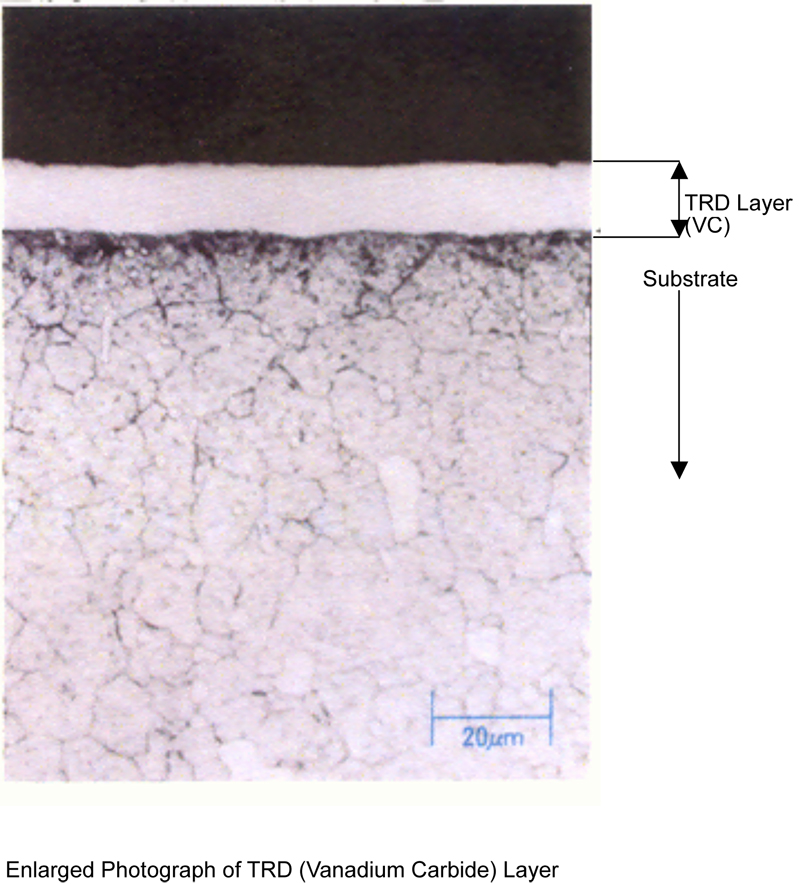
VC- Vanadium Carbide |
|
Hardness |
3200-3500 Vickers (Approx. HRC 95-100) |
|
Thickness |
4-5µm for cutting, 5-8µm for forming, die casting etc. |
|
Surface |
Dense, Non-Porous |
|
Oxidation Temp |
Approx 1250°F |
|
Coefficient Friction |
0.29 (but it is improved by base roughness) |
|
Adhesive Tendency |
Low affinity against other metals |
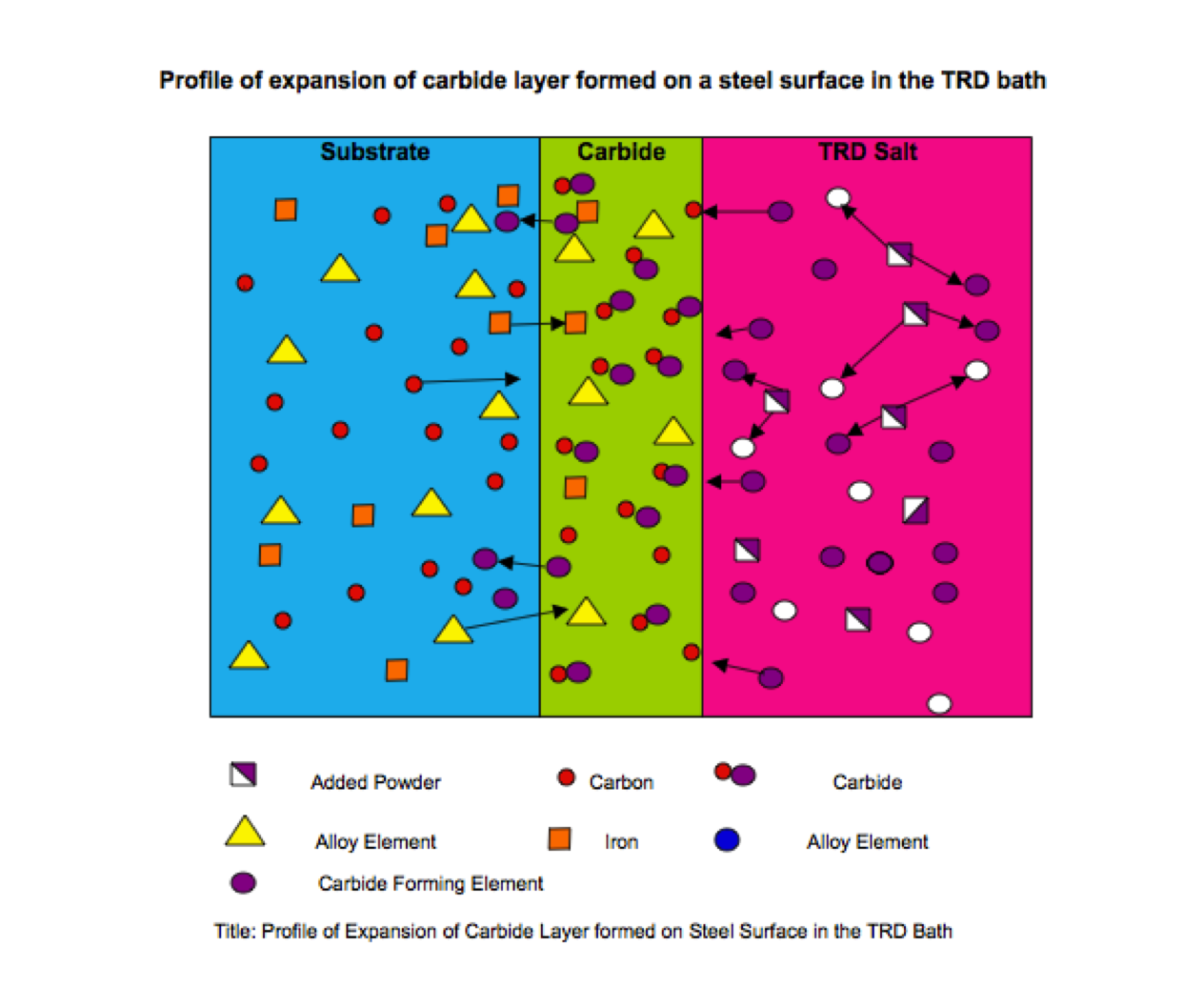
Atoms or ions of carbide constituents dispersed in the salt bath combines with C atoms conained in the substrate; then the carbide layer is formed on the surface of the substrate. Thereafter, the layer is expanded by reaction between C and the carbide constituent on the formed carbide layer and the continuous supply of C atoms from the substrate.
Recommended Substrate Materials for ALPHAS-V (TD)
1. DCMX-Matrix Type Tool Steel distributed by International Mold Steel
Application Data
|
Cold Forging
|
Cutting
|
Die Casting
|
|
Extrusion
|
Hot Forging
|
Machine Component
|
|
Metal Stamping
|
Metal Stamping - Pierce Punch
|
Mold
|
|
Other
|
Roll Forming
|
Shearing
|
Galleries
Alphas-V Example Gallery
")
D2(SKD11)

MATERIAL-DC53
")
D2(SKD11)
")
H13 (SKD61)
")
D2(SKD11)

DC53
")
D2(SKD11)
")
D2(SKD11)
")
D2(SKD11)

DC53

DCMX-DAIDO
.jpg "DCMX-DAIDO")
DCMX-DAIDO
Facts and Data

Rolling Speed

Strip Drawing Friction

Friction

Friction Sliding

Galling Behavior

Ironing Friction

Rolling Speed

Rolling Speed Diagram

Sliding

Spalling

Table III

Table III 2

Wear

Wear Rate

Micro Vickers Hardness - ALPHAS-V